
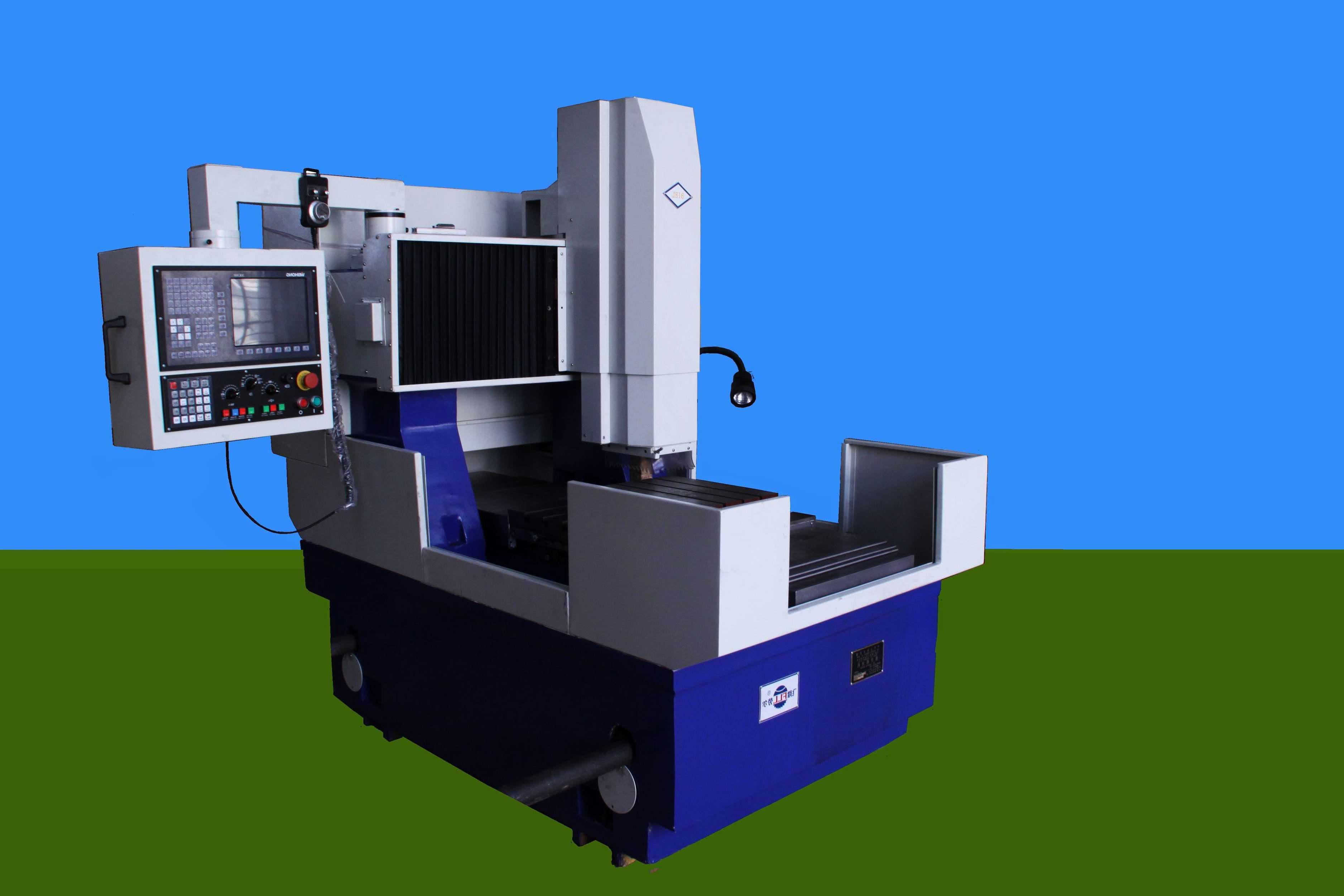
精密双面磨抛光机系列产品



产品中心
PRODUCT CETER
关于我们
ABOUT US


CQ9电子平台
CQ9电子平台(以下简称CQ9传奇电子平台劳尔公司)的前身是:云南CQ9传奇电子平台设备有限公司,成立于一九九九年三月五日,CQ9传奇电子平台劳尔公司是北方夜视技术集团股份有限公司所属的云南云光发展有限公司控股的中外合资公司;是一家以光学冷加工设备、光电子专用设备、数控光学设备及光学仪器为主要产品的生产制造企业;是具有独立法人地位的高新技术企业;是中国光学加工设备生产、制造的重点厂家,也是中国光学行业研制、生产光学加工设备的重要科研生产基地;是国内最大的光学冷加工设备生产厂家之一,有着很强的光学冷加工设备、机床研制和生产能力。经过几代人的努力,已建立起一支在中国光学冷加工方面就有较高水平的从事研究、设计、工艺、制造、生产和销售的员工队伍。
查看详情+CQ9电子平台中心
NEWS CENTER
-

-
-
-
-













{kind=link}